O selecție universală de idei de cadouri pentru orice ocazie și ocazie. Surprinde-ți prietenii și cei dragi! ;)
Salutări tuturor, dragă audiență. Sărbătorile nu se termină niciodată în toată viața noastră - de îndată ce ziua de naștere a cuiva a trecut, a sosit deja Anul Nou, și apoi mai sunt și alte sărbători de iarnă-primăvară... Și pentru fiecare dintre ele oferim cadouri pe care vrem să le prezentăm cel puțin interesant. Și dacă nu o cutie cadou DIY va ajuta în acest sens?
Îmi place foarte mult să-mi felicit rudele într-un mod original. Este foarte plăcut să vezi zâmbetele celor pe care îi felicită. Și cutiile drăguțe contribuie întotdeauna la asta! La urma urmei, sunt primul lucru care îți atrage atenția atunci când prezinți un cadou.
Cum să faci o cutie cadou cu propriile mâini
Ambalajul cadou poate fi foarte divers. Dar există o regulă - cartonul sau hârtia din care doriți să faceți o cutie trebuie să fie de calitatea cerută. În acest sens, cartonul clasic pentru copii este departe de a fi potrivit.
De unde pot obține astfel de carton sau hârtie? In primul rand in magazine specializate pentru creativitate sau chiar scrapbooking separat. E bine dacă există un astfel de magazin în oraș, zici, dar dacă nu ai unul la îndemână sau prețurile sunt vertiginoase?
Aceste frunze vă vor fi suficiente pentru a realiza mici cutii cu suveniruri (pentru bijuterii, dulciuri, jucării etc.). Familia ta va aprecia
Și acum vă sugerez să treceți la cursurile de master foto reale detaliate, care vor include și o diagramă pentru crearea fiecărei casete individuale.
Cursuri de master despre crearea cutiilor din carton și hârtie
Cutii mici
În primul rând, vreau să vă ofer 5 modele cu modele foarte drăguțe care vor face acest ambalaj minunat:

Primul are trandafiri roșii. Dacă vrei să-ți impresionezi iubitul, atunci ea este cu siguranță pentru tine.
Principii de lucru cu șabloane:
- Imprimați aspectul care vă place pe hârtie groasă.
- Tăiați viitoarea casetă de-a lungul conturului și tăiați în acele locuri unde există linii drepte (concentrați-vă pe scanările luminoase - locația liniilor este aceeași peste tot).
- Îndoiți cutia de-a lungul liniilor punctate și lipiți-o astfel încât părțile cu capete semicirculare să se afle între celelalte două, iar capetele rotunde să fie îndreptate în sus.
- Gata, tot ce rămâne este să îndoiți capacul corespunzător.


Și iar trandafiri, dar mai delicat.

Și acum există două opțiuni pentru Zile de naștere - bomboane cu bile și acadele.


Mare dreptunghiular
Acesta este perfect pentru cadouri mari (de exemplu, ceasuri de perete). Veți avea nevoie de carton specializat pentru legare pentru a face cutia cu adevărat convenabilă. Apropo, cartonul de legare poate fi achiziționat și din magazinele specializate sau de pe Ali.
Locurile de incizie sunt marcate cu portocaliu. Capacul poate fi realizat la fel, dar cu dimensiuni ceva mai mari (2-3 mm).

Pentru un bărbat
Dacă cadoul este destinat unui bărbat, atunci vă sugerez să alegeți una dintre următoarele opțiuni.
Formele simple sunt în tendințe - acest lucru este dovedit de următoarele 4 șabloane pentru crearea de cutii stricte, clasice. Pentru acestea veți avea nevoie din nou de carton gros.




Dacă cadoul este destinat unei persoane dragi, atunci ar trebui să existe mai mult decât suficientă dragoste ^^ Există fluturi, inimi și tot felul de declarații de dragoste. Pot fi realizate din carton gros sau hârtie groasă.

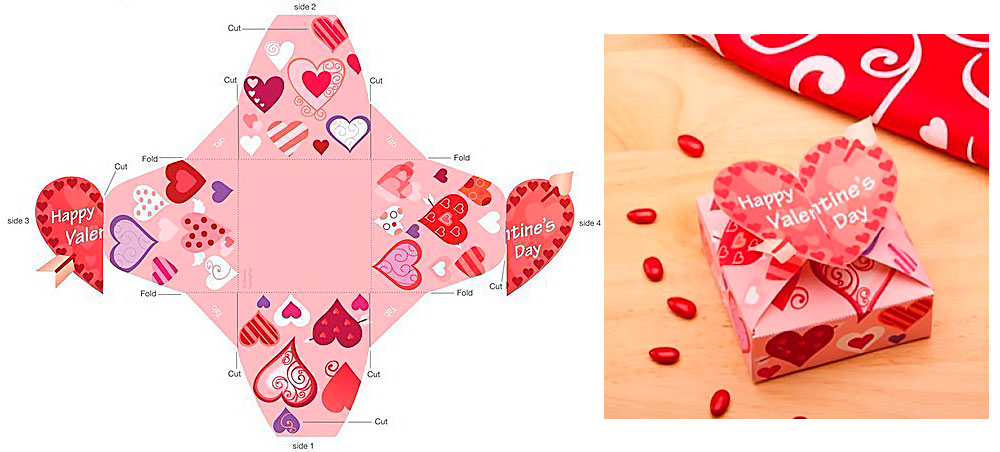

inima
Cutiile de inimă sunt foarte populare deoarece le puteți folosi pentru a vă exprima sentimentele. Sau admite-le


Tort
Te pregătești pentru o petrecere în care tuturor va trebui să li se ofere o mică surpriză? Sau poate este planificată o nuntă? În ambele cazuri, bucăți de tort de carton vor veni în ajutor.
O diagramă frumoasă și clară este potrivită atât pentru partea inferioară, cât și pentru capac.

Cutii de hârtie
Cutiile nu trebuie să fie întotdeauna dense - uneori este suficient doar pentru a crea imagine frumoasă. Apoi vă sugerez să utilizați această schemă convenabilă de 6 pachete diferite:

Dacă mergi la o petrecere a unui copil (sau poate vrei să-i faci pe plac copilului tău), atunci fă-i o cutie drăguță în formă de animal.

Oferă o astfel de cizmă părinților fericiți. Urmați tradițiile: roz pentru fete, albastru pentru băieți.

Cutii pentru Anul Nou
Starea de spirit poate fi creată nu numai cu ajutorul cadourilor) Doar uitați-vă la aceste 8 cutii minunate, fiecare dintre ele poate fi, de asemenea, grozavă Decor de Anul Nou
Acest lucru este necesar mai ales dacă din anumite motive nu există un copac de Anul Nou. Principalul lucru în acest ambalaj este să tăiați marginile frumos și îngrijit.

Fulg de nea
Desigur, această cutie în sine este minunată, dar vopseaua argintie de pe vârfurile fulgilor de zăpadă poate adăuga un pic de coajă.
Sfat: Oferă ceva în acest pachet unei fete care iubește Frozen.

Sac
Pentru a oferi un cadou - una dintre cele mai simple opțiuni.

Cutie cu dulciuri
Pentru toți iubitorii de favoruri frumoase de Anul Nou și de articole realizate manual rapid! Luați o ceașcă de plastic cu o suprafață netedă, tăiați marginea și tăiați marginea.
Îndoiți bucățile tăiate spre interior, astfel încât să se prindă una de alta. Pune niște bunătăți înăuntru și acoperă partea de sus cu ceva drăguț.

O altă opțiune pentru ambalarea bomboanelor este o gogoașă. Este puțin mai intensivă în muncă, dar mai eficientă.

Și, desigur, bomboanele în sine.

O piramidă ceva mai modestă din care poți construi un brad geometric de Crăciun. 
Încă câteva cutii
În cele din urmă, mai sunt 3 cutii pentru tine care nu s-au încadrat în grupurile anterioare.



Cum să decorezi o cutie cu propriile mâini
Designul cutiei poate fi foarte divers - de la forme simple sub formă de păsări și inimi până la flori și funde complicate. Voi scrie mai multe despre decorul cutiei în viitor - nu-l ratați.
Între timp, abonați-vă și comentați - ne vedem curând!
Cu stimă, Anastasia Skoracheva
În ciuda creșterii intense a utilizării polimerilor în producția de ambalaje, cartonul și cartonul ondulat continuă să fie unul dintre cele mai utilizate materiale de ambalare. O varietate de cutii pliabile și lăzi realizate din aceste materiale sunt în prezent cele mai comune tipuri de ambalaje. Avantajele lor includ:
- cost scăzut;
- gamă largă de dimensiuni și modele standard;
- fabricabilitate ridicată folosind echipamente extrem de automatizate;
- posibilitatea unui design de înaltă calitate folosind diverse tehnologii de imprimare și finisare;
- tehnologie înaltă de asamblare și umplere cu produse;
- eficiență tehnologică ridicată a transportului și depozitării atât în stare umplută, cât și goală: cutiile din carton și carton ondulat sunt containere pliabile, ceea ce vă permite să economisiți semnificativ spațiu la depozitarea și transportul cutiilor goale.
Astăzi, cutiile de carton sunt utilizate pe scară largă pentru ambalarea alimentelor, a produselor din tutun, a medicamentelor, a parfumurilor, a produselor chimice de uz casnic (praf de spălat), a aparatelor de uz casnic, a încălțămintei și a altor tipuri de bunuri de larg consum.
Cartonul este de obicei folosit pentru a face ambalajul interior sau exterior al unui produs. Cartonul ondulat este de obicei folosit pentru ambalaje externe și de transport.
Proiectare cutii din carton si carton ondulat
La elaborarea designului cutiilor din carton și carton ondulat, este necesar să se țină seama de caracteristicile produselor ambalate, de proprietățile fizice și chimice și de prețul materialului de ambalare, precum și de alți factori.
Procesul de proiectare a cutiei include de obicei următoarele etape:
- determinarea principalelor caracteristici ale cutiilor: tipul și grosimea materialului, forma și dimensiunile de gabarit;
- alegerea metodelor de imprimare și finisare;
- proiectarea dezvoltării cutiei (tăiere);
- testarea unei cutii de mostre și aprobarea acesteia cu clientul.
Alegerea materialului
Atunci când alegeți un material, sunt luați în considerare următorii factori:
- proprietățile de protecție ale materialului de ambalare (rezistență mecanică, umiditate, rezistență la grăsimi și gaze etc.);
- proprietățile tehnologice ale materialului de ambalare (proprietăți de etanșare ale materialului, capacitatea de fabricație a prelucrării în mașini pentru producția de containere, de exemplu, adecvarea pentru lipire și sudare, fabricabilitatea la ambalarea mărfurilor);
- pretul materialului.
Materialul cutiei trebuie să asigure stabilitatea formei sale în timpul funcționării, ceea ce determină calitatea funcțiilor de protecție și logistică ale containerului, în special capacitatea cutiei de a proteja mărfurile de deteriorare și pierdere, adecvarea acesteia pentru stivuire.
etc. Stabilitatea formei unei cutii depinde de designul acesteia și de caracteristicile mecanice ale materialului din care este fabricată.
Caracteristicile mecanice ale cartonului și cartonului ondulat sunt determinate de următorii factori:
- Grosimea materialului;
- orientarea fibrelor pentru carton și direcția ondulațiilor pentru carton ondulat;
- conținutul de umiditate al materialului.
Grosimea materialului este selectată în funcție de volumul cutiei și de greutatea produsului care va fi ambalat în ea. Pe măsură ce volumul cutiei și greutatea produsului cresc, grosimea necesară a materialului crește.
La proiectarea cutiilor, este necesar să se țină seama de faptul că cartonul și cartonul ondulat diferă în anizotropia proprietăților mecanice de-a lungul lungimii și lățimii foii (pânză). În direcția mașinii, rezistența și rigiditatea foii de carton (pânză) este mai mare decât în direcția transversală. Pe măsură ce grosimea cartonului crește, diferența dintre proprietățile mecanice ale materialului din mașină și direcțiile transversale crește. Proprietățile mecanice ale cartonului ondulat depind în mod similar de direcția ondulațiilor.
Umiditatea ambientală are o influență semnificativă asupra proprietăților cartonului și cartonului ondulat. Aceste materiale se caracterizează printr-o higroscopicitate destul de ridicată, iar atunci când umiditatea este absorbită, proprietățile lor mecanice se deteriorează semnificativ. Pentru a proteja cutiile de umezeală, se poate aplica un strat protector pe suprafața acestora.
Determinarea formei și dimensiunilor totale ale cutiei
La determinarea formei și dimensiunilor totale ale cutiei, se iau în considerare următoarele cerințe:
- minimizarea consumului de materiale;
- conformitatea formei și dimensiunii cutiei cu cerințele logistice;
- fabricabilitatea designului cutiei pentru asamblarea și ambalarea mărfurilor;
- comoditatea cutiei pentru consumator;
- aspect atractiv.
La determinarea formei și dimensiunilor totale ale cutiei, este necesar să se țină cont de practica unificării lor. Unificarea containerelor de carton după dimensiune și design servește la raționalizarea producției, transportului și depozitării acestora. Unificarea cutiilor de carton ajută la reducerea costurilor de dezvoltare și producție a acestora și facilitează organizarea producției în serie și continuă pe echipamente automatizate de înaltă performanță. Costurile asociate cu ambalarea mărfurilor în cutii, transportul, depozitarea și vânzarea produselor ambalate sunt de asemenea reduse semnificativ.
Unificarea containerelor pe dimensiuni standard se bazează pe un sistem modular, care se bazează pe dimensiunile ambalajelor de transport de grup (ambalaj modular) reglementate prin standarde: paleți și containere. În prezent, paleții standard pentru transportul feroviar au dimensiuni de 800x1200 și 600x1200 mm; pentru transportul maritim, standardul ISO recomandă paleți de 1000x1200 mm. Dimensiunile ambalajelor modulare sunt astăzi decisive la proiectarea vehiculelor de încărcare și descărcare și transport, calcularea suprafețelor depozitelor, rafturi magazine etc.
Pentru a profita de avantajele unificării ambalajelor, dimensiunile de gabarit ale cutiilor trebuie să fie un multiplu al dimensiunilor ambalajului modular.
O cerință importantă pentru cutiile de carton este adecvarea acestora pentru utilizarea cu echipamente automate de ambalare. Designul cutiei trebuie să prevadă posibilitatea asamblarii sale automate cu ambalarea ulterioară a mărfurilor în ea și formarea de pachete modulare de grup.
Selectarea metodei de imprimare și finisare
Designul de imprimare de înaltă calitate compensează o anumită monotonie a ambalajelor standardizate, ajută la atragerea atenției cumpărătorilor și stimulează astfel creșterea vânzărilor de produse.
Alegerea metodelor de imprimare și finisare este determinată de proprietățile materialului cutiei și de scopul acestuia. Desigur, proiectarea ambalajelor de consum este supusă unor cerințe mult mai mari decât proiectarea ambalajului de transport. Cu toate acestea, datorită faptului că recent în magazinele cu autoservire mărfurile sunt expuse pe rafturi, inclusiv în containere de transport, calitatea ambalajului acestora din urmă a devenit și ea de mare importanță.
* Simboluri dezvoltate în comun de Federația Europeană a Producătorilor de Cutii Ondulate (FEFCO) și Asociația Europeană a Producătorilor de Carton Ondulat (ASSCO).
Metode de testare pentru cutiile de carton ondulatFEFCO a dezvoltat o serie de teste pentru a determina caracteristicile importante de performanță ale ambalajelor din carton ondulat. Test de rezistență la compresiune a cutiei goale de carton ondulat Testul se efectuează folosind un test special Pentru a efectua testul, aveți nevoie de un dispozitiv pentru determinarea forței de compresie, care oferă o eroare de cel mult 2% din valoarea măsurată, precum și o riglă de măsurare cu o eroare de ± 1 mm sau nu mai mult de 5% din valoarea măsurată. Înainte de începerea testării, cutia de carton este plasată pe placa de jos și aliniată cu centrul acesteia. Orientarea spațială a casetei este determinată pe baza sarcinii de testare. Pentru a poziționa cu precizie cutia pe farfurie, trebuie făcute marcaje corespunzătoare. După pornirea mecanismului de deplasare a plăcilor, cutia este supusă la compresiune. Testul trebuie finalizat înainte ca cutia să fie complet distrusă. Valoarea rezistenței la compresiune (exprimată în Newtoni) este măsurată în trei puncte. După finalizarea testului, se întocmește un protocol, care indică informații despre ambalaj, mașini și dispozitive utilizate în timpul testării, condițiile de testare și, de asemenea, înregistrează rezultatele obținute. Pentru cutiile formate din mai multe părți (de exemplu, telescopice), testul trebuie efectuat pe rând pentru fiecare parte, după care rezultatele sunt însumate.
Test de cădere a cutiei de carton ondulat Testul este conceput pentru a testa rezistența unei cutii cu mărfuri ambalate în ea pentru a impacta sarcinile care apar, de exemplu, atunci când aceasta cade. Rezultatele testelor ne permit, de asemenea, să determinăm calitatea funcției cutiei de protecție a produsului. Testul constă în simularea căderii libere a unei cutii cu un produs ambalat în ea pe o suprafață orizontală. Înălțimea căderii și orientarea spațială a cutiei sunt determinate pe baza sarcinii de testare. Înălțimea căderii este măsurată ca distanța cea mai scurtă de la fundul cutiei până la suprafața pe care cade. Pentru a descrie orientarea spațială a unei casete, indicați în ce parte, margine sau colț se lovește. Dacă lovitura cade pe o față laterală sau pe un colț, acestea sunt desemnate prin numerele laturilor care le formează. Suprafața pe care cade cutia trebuie să fie netedă și dură, deformarea acesteia ca urmare a impactului cutiei trebuie să fie neglijabilă. Pentru efectuarea testului, se recomandă utilizarea unei instalații speciale care vă permite să fixați cutia la înălțimea necesară într-o anumită poziție și apoi să vă asigurați că aceasta cade fără să-i dea accelerație sau impuls de rotație.
Test de stabilitate a cutiei de carton ondulatla vibrații de joasă frecvență Testul este conceput pentru a testa rezistența unei cutii cu un produs ambalat în ea la vibrațiile de joasă frecvență care apar, de exemplu, în timpul transportului. Testul poate fi efectuat fie pentru o singură cutie, fie pentru un teanc de cutii. Amplitudinea și durata vibrațiilor, precum și orientarea spațială a cutiei, sunt determinate pe baza sarcinii de testare. Pentru a descrie orientarea spațială a casetei, se folosește aceeași notație ca și în testul de impact de cădere (vezi mai sus). Pentru a efectua testul, este necesar să folosiți o instalație de vibrații. Cutia se așează pe masa mașinii vibratoare, care trebuie să aibă o suprafață orizontală, netedă și dură. Mecanismul de antrenare al unității de vibrație trebuie să ofere vibrații de masă cu capacitatea de a regla frecvența și amplitudinea în intervalul 2-7 kHz și, respectiv, 5,0-12,5 mm. După finalizarea testului, se verifică starea cutiei și conținutul acesteia. Daunele detectate sunt măsurate și înregistrate în protocol. De asemenea, sunt furnizate informații despre ambalaj, echipamentele utilizate în testare și condițiile de testare. Test de rezistență la impact a cutiei de carton ondulat Testul este conceput pentru a testa rezistența unei cutii cu un produs ambalat în ea la impactul sarcinilor. Rezultatele testului fac, de asemenea, posibilă determinarea calității performanței cutiei a funcției de protecție a produsului. Testul constă în simularea impactului unei cutii cu un produs ambalat în ea pe o suprafață înclinată.
Pentru efectuarea testului se folosește o configurație care include un cărucior care se deplasează pe șine pe care este așezată cutia. Șinele trebuie așezate pe o platformă specială la un unghi de 10° față de orizontală. În punctul cel mai de jos, calea ferată se termină cu un perete înclinat, formând un unghi de 90° cu planul său. După instalarea cutiei, căruciorul, sub influența gravitației, coboară pe o cale ferată înclinată. Pe măsură ce căruciorul se apropie de punctul de jos al căii, cutia lovește o placă montată pe perete. Suprafața plăcii trebuie să fie netedă și dură, deformarea acesteia ca urmare a impactului trebuie să fie neglijabilă. Instalația de testare trebuie să fie echipată cu un dispozitiv care să asigure căruciorul înainte de a începe testul la o distanță predeterminată de perete, în funcție de viteza necesară a căruciorului cu cutie. Viteza căruciorului și orientarea spațială a cutiei sunt determinate pe baza sarcinii de testare. Pentru a descrie orientarea spațială a casetei, se folosește aceeași notație ca și în testul de impact de cădere (vezi mai sus). La sfârșitul testului se verifică starea cutiei și conținutul acesteia. Daunele detectate sunt măsurate și înregistrate în protocol. De asemenea, sunt furnizate informații despre ambalaj, echipamentele utilizate în testare și condițiile de testare. Determinarea rezistenței articulațiilor balamale ale cutieidin carton ondulat Testul se efectuează pe o probă de testare dreptunghiulară tăiată dintr-o cutie folosind un dispozitiv de testare special, care este o presă mecanică sau hidraulică cu un dispozitiv de fixare a probei și un cap de presare în formă de V. Capul de presare trebuie condus pentru a se deplasa cu o viteză de aproximativ 12,5 ± 2,5 mm/min. Dispozitivul de testare trebuie să fie echipat cu un instrument pentru măsurarea forței exercitate de cap asupra piesei de încercare. La testare, o probă de testare cu o lățime de cel puțin 150 mm este fixată în instalație, astfel încât părțile sale să formeze un unghi de 90°, iar îmbinarea balamalei să fie situată sub nervura capului în formă de V. Mișcându-se în jos, capul exercită presiune asupra articulației balamalei. Testul vă permite să determinați rezistența maximă la tracțiune a unei articulații cu balamale. La sfârșitul testului se întocmește un protocol, care indică informații despre proba de testat și îmbinarea balamalei, echipamentul folosit la testare, condițiile de testare și, de asemenea, înregistrează rezultatele obținute.
|




Proiectarea dezvoltării cutiei (tăiere)
După selectarea materialului, determinarea dimensiunilor generale și a formei, se dezvoltă o dezvoltare - un desen tehnologic al piesei de prelucrat din care va fi ulterior asamblată cutia. Dezvoltarea ar trebui să ilustreze partea exterioară (sigilată) a cutiei și să reflecte caracteristicile procesului tehnologic de fabricare și asamblare.
Elementele aspectului casetei pot fi împărțite în elemente principale și auxiliare. Elementele principale includ pereții laterali, precum și fundul și capacul cutiei. Informațiile grafice și text pot fi aplicate elementelor principale ale scanării în timpul procesului de fabricație. Elementele auxiliare ale dezvoltării - diverse supape - sunt folosite pentru a fixa elementele principale la asamblarea cutiei.
Denumirile utilizate în desenele cu aspectul casetei sunt date în tabel.
Aspectul trebuie să indice dimensiunile totale ale cutiei. Conform practicii consacrate, atunci când descrieți o cutie, dimensiunile sale totale sunt indicate după cum urmează:
Lungime (L) x Lățime (B) x Înălțime (H).
Valorile dimensiunilor sunt determinate prin măsurarea dimensiunilor elementelor principale ale scanării ca distanță dintre liniile de punctare. Măsurătorile trebuie făcute în condiții climatice standard: temperatură 23 °C și umiditate 50%.
Pentru cutiile telescopice, care sunt utilizate pe scară largă, de exemplu, pentru ambalarea pantofilor, pe lângă cele trei dimensiuni de gabarit indicate mai sus, este necesar să se prevadă înălțimea părții superioare (capac detașabil). În acest caz, desemnarea dimensiunilor totale este următoarea:
Lungime (L) x Lățime (B) x Înălțimea corpului (H)/Înălțimea capacului (h).
A patra dimensiune trebuie specificată și pentru cutiile cu clapete exterioare suprapuse. În acest caz, dimensiunea zonei de suprapunere este dată:
Lungime (L) x Lățime (B) x Înălțimea corpului (H)/Zona de suprapunere (o).
Pentru a facilita procesul de proiectare și producție a cutiilor, principalele lor tipuri sunt standardizate.
În Europa, standardele cele mai utilizate sunt cele dezvoltate de Asociația Europeană a Producătorilor de Carton (ECMA) și Federația Europeană a Producătorilor de Cutii Ondulate (FEFCO).
Conform clasificării ECMA, casetele sunt împărțite în următoarele grupuri:
- grupa A - cutii dreptunghiulare cu prindere adeziva;
- grupa B - cutii dreptunghiulare securizate cu încuietori de diferite modele;
- grupa C - cutii nedreptunghiulare cu prindere adeziva;
- grupa D - cutii nedreptunghiulare securizate cu încuietori de diferite modele;
- grupa E - cutii care sunt în contact direct cu produsul care se ambalează sau destinate ambalării în grup;
- grupa F - cutii ale căror desene nu sunt incluse în altele
grupuri.
Conform clasificării FEFCO, cutiile sunt împărțite în încă șase grupuri:
- grupa 02 - cutii asamblate dintr-o singură dezvoltare și închise cu supape. La asamblarea unor astfel de cutii, se poate folosi fixarea cu adeziv, coaserea cu capse și, de asemenea, fixarea cu bandă adezivă;
- grupa 03 - cutii cu design telescopic, asamblate din mai multe piese;
- grupa 04 - cutii asamblate dintr-un singur model, fixate cu încuietori de diferite modele;
- grupa 05 - cutii, precum și părți ale cutiilor care sunt închise prin mișcarea reciprocă a elementelor structurale;
- grupa 06 - cutii asamblate din trei semifabricate: un corp și doi pereți laterali;
- grupa 07 - cutii asamblate dintr-o singură dezvoltare, cu prindere cu adeziv.
Grupul 09 combină căptușeli interioare, foi de fund, pereți despărțitori și alte părți interne ale cutiilor.
Sistemele CAD au găsit o utilizare pe scară largă în proiectarea dezvoltărilor.
Etape finale de proiectare
După elaborarea desenului gol, se realizează o cutie de mostre, care este convenită cu clientul. Eșantionul poate fi supus unor teste în timpul cărora sunt simulate sarcinile care apar în timpul funcționării cutiei. Pe baza rezultatelor testelor, materialul poate fi schimbat sau designul cutiei poate fi ajustat.
După aprobarea designului cutiei, se face un alt eșantion pentru a coordona designul de imprimare al cutiei cu clientul.
O etapă importantă a procesului tehnologic este dezvoltarea unui aspect optim al semifabricatelor de cutie pe o foaie de carton sau carton ondulat. Formatul foii depinde de caracteristicile echipamentului de imprimare și finisare. Optimizarea aspectului vă permite să reduceți costul cutiei prin reducerea risipei de materiale și creșterea productivității procesului. Calitatea aspectului este caracterizată de coeficientul de utilizare a materialului, calculat ca raport dintre suprafața totală a pieselor de prelucrat și suprafața foii.
La poziționarea semifabricatelor pe o foaie, este necesar să se țină cont de orientarea fibrelor sau a ondulațiilor materialului și, de asemenea, să se încerce să se asigure o distribuție uniformă a presiunii în timpul tipăririi și ștampilării.
Tehnologie pentru fabricarea cutiilor din carton și carton ondulat
Procesul de producere a cutiilor din carton și carton ondulat include următoarele operații tehnologice:
- sigiliu;
- finisare;
- dans;
- asamblare.
Sigiliu
Tehnologiile offset, flexografice și ecran sunt utilizate cel mai adesea pentru imprimarea pe carton și carton ondulat. Cartonul ondulat în foaie este tipărit în mod obișnuit pe prese offset sau flexo alimentate cu coli. Pentru imprimarea pe carton sunt folosite atât mașinile flexografice offset, cât și cu role. Serigrafia este cel mai adesea combinată cu metode offset sau flexografice, extinzând capacitățile tehnologice ale procesului de imprimare.
Finisaj decorativ si de protectie
Finisarea ambalajelor din carton vă permite să diversificați designul și să-și îmbunătățească funcțiile operaționale. Cele mai populare metode de finisare includ: lăcuirea, presarea foliei (laminare) și ștanțarea la cald.
Lacuirea- procesul de aplicare a compozițiilor de lac pe suprafața unui material, care, atunci când sunt uscate, formează pelicule transparente netede care îmbunătățesc aspectul produsului și îndeplinesc o funcție de protecție. Pentru aplicarea lacului se folosesc mașini de tipar rotativ; lăcuirea se efectuează în secțiunea neimprimată a mașinii de tipar sau pe echipamente specializate.
Presare de film- procesul de creare a unui strat de polimer transparent pe suprafața unui material, care îndeplinește în primul rând o funcție de protecție. Presarea filmului se poate face pe laminatoare de foi și role folosind diferite tipuri de adezivi.
Ștampilare cu folie la cald- procesul de transfer la amprentă sub influența presiunii și temperatura ridicata peliculă metalizată sau colorată. Ștanțarea cu folie la cald este o tehnică de proiectare eficientă și, de asemenea, ajută la creșterea gradului de protecție a produselor împotriva contrafacerii. Pentru ștanțarea cu folie la cald se folosesc prese cu creuzet, cu plat și prese rotative. În practică, mașinile de tipar tipar convertite sunt adesea folosite pentru ștanțarea foliei.
Operațiunile de finisare se efectuează atât pe liniile de tipărire și finisare de producție, cât și pe echipamentele de operare.
Dans
Perforarea este un complex de operații tehnologice care asigură formarea elementelor structurale ale cutiilor. Calitatea ștampilării determină acuratețea dimensiunilor geometrice ale cutiei, rezistența și durabilitatea acestora. În timpul procesului de ștanțare pot fi efectuate următoarele operații:
- decuparea conturului cutiei;
- notarea liniilor de pliere pe dezvoltare;
- perforare;
- Ritsovka.
Taiere cu matriță concepute pentru a oferi casetelor semifabricate configurația necesară. Uneltele pentru tăiere sunt cuțite plate sau rotative. Tăierea se efectuează pe prese cu creuzet, cu pat plat și rotative. În producția la scară mică și individuală, sunt utilizate pe scară largă așa-numitele dispozitive navetă, în care o ștampilă cu o piesă de prelucrat așezată pe ea este rulată printr-o pereche de imprimare rotativă.
Când produceți cutii din carton ondulat cu aspect dreptunghiular, puteți face fără tăierea cu matriță, deoarece în acest caz fantele pentru formarea clapetelor cutiei pot fi realizate pe mașini speciale de tăiat - slotter.
Sifonare- aplicarea liniilor de pliere pe material sub formă de caneluri extrudate, de-a lungul cărora se va efectua plierea în viitor. Încrețirea este concepută pentru a reduce rigiditatea materialului de-a lungul liniilor viitoarelor pliuri. Instrumentele de marcare sunt un cuțit de marcare și o matrice de marcare. Încrețirea poate fi fie plată, fie rotativă.
Perforare- tăierea unui lanț de găuri mici. Poate servi pentru a facilita plierea prin îndepărtarea excesului de material din pliu. De obicei, perforarea este efectuată cu un cuțit cu disc zimțat.
Ritsovka- o incizie pe suprafata materialului. Ritzing-ul se face în locurile în care piesele cutiei sunt lipite între ele. Datorită pătrunderii adezivului în tăietură, se obține o creștere a rezistenței adezivului.
După ștanțare, deschiderea cutiei rămâne legată de coală prin jumperi, prin urmare, pentru a o separa complet, operația de îndepărtare a blitzului se realizează automat sau manual.
Asamblare
După îndepărtarea blițului și separarea semifabricatelor cutiei, acestea pot fi fie ambalate și trimise clientului, fie pot fi asamblate.
Asamblarea constă în plierea cutiei și fixarea părților acesteia, adică plierea unei cutii tridimensionale dintr-un semifabricat plat și fixarea formei acesteia. Pentru fixarea pieselor de cutie, cele mai utilizate metode sunt metoda adezivă, care poate fi automatizată cu ușurință, și fixarea mecanică cu încuietori de diferite modele.
Liniile de pliere-clei sunt utilizate în prezent pentru asamblarea automată a cutiilor.
După cum sa menționat deja, în producția de carton și cutii de carton ondulat astăzi, sunt utilizate pe scară largă diverse instrumente de automatizare. La proiectarea cutiilor se folosește CAD, la diferite etape ale procesului tehnologic de fabricare a cutiilor, se folosesc diverse linii de producție pe care se realizează tipărirea, finisarea, ștanțarea și asamblarea cutiilor. Utilizarea liniilor extrem de automatizate poate crește semnificativ productivitatea și poate reduce costurile de producție. De regulă, astfel de linii sunt extrem de flexibile și permit producția de cutii într-o gamă largă de dimensiuni standard. Posibilitatea automatizării complexe a procesului tehnologic de fabricare a cutiilor din carton și carton ondulat este un avantaj important al acestui tip de ambalaje și îi ajută să-și mențină una dintre pozițiile de lider pe piața ambalajelor.
Există multe tipuri diferite de cutii pliabile. Cel mai obișnuit design este o cutie de carton, a cărei partea de jos și de sus nu sunt adiacente unei părți comune; la asamblare, dezvoltarea cartonului este îndoită de-a lungul a patru linii paralele, dintre care una separă o clapă îngustă (formând o cusătură din fabrică), care este lipită, iar piesa de prelucrat ia forma unui manșon. Marginile sunt tăiate sub formă de supape și li se aplică linii de marcare; aceste clapete sunt apoi închise și asigurate la marginea manșonului, rezultând un pachet închis.
Orez. 6.2. Tipurile de bază de cutii de carton pliabile prezentate aici vin în multe soiuri. Figura prezintă semifabricate plate care sunt sculptate; Li se aplică linii de marcare, apoi cutia este asamblată și lipită împreună. Clapa de lipire este de obicei tăiată cu matriță împreună cu spatele cutiei, astfel încât tăietura deschisă a cartonului să fie orientată spre spate după lipire (este afișată partea exterioară, numită și partea matriței)
O cutie cu fundul lipit este foarte asemănătoare cu tipul descris mai sus, dar ambele funduri sunt sigilate după ambalare. În fig. Figura 6.2 prezintă diferitele forme ale supapelor inferioare. Clapele inferioare sunt adesea echipate cu încuietori speciale pentru a preveni căderea mărfurilor grele la ridicarea cutiei. Cutiile pentru colete au fante și urechi suplimentare care împiedică deschiderea pachetului în timpul transportului.
Am oferit doar soiurile principale, pe baza cărora un designer talentat poate crea multe modificări noi. Ambalajul poate avea diverse decupaje și părți proeminente, care permit consumatorului să vadă mai bine produsul sau să ofere o anumită locație a produsului în interiorul cutiei. Când sunt incluse piese suplimentare (perforații și balamale, limbi și fante, suporturi de muzică și manșete), costul crește ușor sau nu se modifică deloc. Această varietate de design face cutia pliabilă atât de convenabilă.
Alegerea designului cutiei și a materialelor este determinată de tipul de produs și de considerente de marketing pentru produsul specific. Dacă ambalajul îndeplinește funcții exclusiv utilitare (de exemplu, servește la depozitarea produselor) sau este furnizat întreprinderilor sau organizațiilor industriale, atunci costul este luat în considerare în primul rând atunci când se iau decizii. În acest caz, problema se rezumă la utilizarea celui mai subțire grad de carton care este acceptabil în acest caz și la calcularea suprafeței minime pentru dezvoltare.
Creșterea sau scăderea rezistenței cartonului în funcție de grosimea acestuia este dată în tabel. 6.2, precum și pe graficele prezentate în Fig. 6.3, 6.4 și 6.5. Odată ce cerințele tehnice au fost formulate, trebuie efectuate teste pentru a confirma caracterul adecvat al designului selectat. Testele de cădere și vibrații sunt deosebit de importante; acestea ar trebui efectuate în condiții cât mai apropiate de cele operaționale, adică prin plasarea conținutului pentru care este destinat într-o cutie și ambalarea a câte cutii într-un container de transport sunt planificate a fi transportate în el în practică.
| Volumul cutiei, metri cubi inci | Conținut Greutate, lbs. | Grosimea cartonului, inci |
| până la 20 | până la 0,25 | 0,018 |
| de la 20 la 40 | de la 0,25 la 0,50 | 0,020 |
| de la 40 la 60 | de la 0,50 la 0,75 | 0,022 |
| de la 60 la 80 | de la 0,75 la 1,00 | 0,024 |
| de la 80 la 100 | de la 1.00 la 1.25 | 0,026 |
| de la 100 la 150 | de la 1.25 la 1.50 | 0,028 |
| de la 150 la 200 | de la 1.50 la 2.00 | 0,030 |
| de la 200 la 250 | de la 2.00 la 2.50 | 0,032 |
| de la 250 la 300 | de la 2,50 la 3,75 | 0,036 |
| de la 300 la 375 | de la 3.75 la 5.00 | 0,040 |

Orez. 6.3. Rigiditatea cartonului este determinată de modulul de elasticitate (modulul Young), lungimea fibrelor și secțiunea transversală a foii. Fibrele simple de pastă de lemn au un modul elastic de aproximativ 500.000 psi (lire pe inch pătrat) (3,448 MPa). Deoarece majoritatea fibrelor sunt paralele cu direcția de turnare a hârtiei (direcția longitudinală), rigiditatea este mai mare în această direcție. Pe măsură ce grosimea tablei crește, momentul de inerție crește proporțional cu pătratul distanței de la centrul tablei la suprafața sa exterioară. În consecință, rigiditatea este determinată în cea mai mare măsură de straturile exterioare

Orez. 6.4. La ambalarea produselor în vrac în cutii mari, pereții acestora sunt deformați și se umflă sub presiunea internă a conținutului. Cel mai important factor este zona laterală. Graficul arată că creșterea grosimii cartonului reduce doar puțin umflarea pereților
Una dintre cerințele pentru o cutie de carton pliabilă este atractivitatea acesteia pentru cumpărător, dar există și alți factori de luat în considerare. În primul rând, ar trebui să luați în considerare metoda de afișare a produselor. Ambalajul trebuie să fie stabil și să nu cadă de pe raftul magazinului. Partea din față a cutiei ar trebui să arate bine chiar și atunci când există multe cutii afișate pe rafturile lanțului de vânzare cu amănuntul. Este necesar ca dimensiunea ambalajului (față de mărimea produsului) să fie substanțială, dar să nu inducă în eroare consumatorul. În fig. 6.6 arată un exemplu de cutie de carton pentru un tub moale, cum să determinați dimensiunea cea mai potrivită pentru acesta.

Orez. 6.5. În timpul transportului, cutia de carton este afectată în principal de forțele de compresiune. Graficul arată cum crește rezistența cartonului pe măsură ce grosimea acestuia crește. Ca exemplu, luați în considerare sarcina maximă (în lire sterline) de sus în jos pe care o poate suporta o cutie de carton de 210 x 76 x 279 mm
Dimensiunea cutiei de carton ar trebui să corespundă înălțimii standard a raftului din magazin. Dacă într-un lanț de vânzare cu amănuntul produsul în cauză este de obicei atârnat pe console, atunci cutia trebuie să fie echipată cu o buclă de suspendare sau trebuie extinsă una dintre laturi și trebuie făcută în ea o gaură de dimensiunea corespunzătoare. Consumatorului ar trebui să fie ușor să ia produsul ambalat de la raft și să-l țină în mâini. O cutie grea de carton poate fi echipată cu un mâner tăiat din aceeași ramă. O fereastra pe cutie, prin care se poate vedea continutul sau o imagine de calitate a produsului ambalat, poate ajuta la asigurarea unui nivel bun de vanzari.
Au loc schimbări și în ceea ce privește amplasarea produselor ambalate pe rafturile magazinelor. Multă vreme, în comerțul cu amănuntul, cutiile de carton au fost poziționate (și tipărite în consecință) acolo unde a fost posibil, cu fața către consumator - spre exterior și în sus - pentru a atrage mai multă atenție asupra produsului expus. Uneori, cutia este concepută pentru a fi așezată orizontal pe raft (motivul poate fi că produsul arată mai bine în acest caz, sau uneori posibilitatea de a stivui cutiile în două straturi) și chiar se întâmplă ca designerii de ambalaje pricepuți să folosească un -fabricat tip de cutie folosit de una sau alta firma pentru produse expuse vertical. Dar, în același timp, varietatea de produse oferite în magazine, în special în supermarketuri, este în creștere, iar mulți manageri de magazine preferă o zonă de față mai restrânsă, deoarece acest lucru permite expunerii mai multor produse pe raft. Există o competiție constantă pentru spațiul pe raft.
Utilizarea cutiilor cu partea a cincea trebuie abordată cu precauție extremă. În ceea ce privește atragerea atenției asupra produsului de pe raft, acestea sunt cu adevărat eficiente, dar producția lor necesită mai mult carton, pot cauza probleme în timpul procesării pe linia de producție, precum și la ambalarea în cutii de transport. În același timp, astfel de cutii pot fi absolut necesare pentru ambalarea articolelor mici care altfel riscă să treacă pur și simplu neobservate.
Orez. 6.6. Formula Bristol-Lund (Bristol-Lund) folosit pentru a calcula cea mai potrivită dimensiune a cutiei de carton pentru un tub moale (în acest caz, de regulă, se respectă și regula privind inadmisibilitatea ambalajului care creează concepții greșite despre produs)
În unele cazuri, pentru a preveni furturile mărunte, este necesar să faceți cutia suficient de mare încât să nu poată fi ascunsă în mână sau plasată în altă cutie. Din același motiv, este de preferat să lipiți clapele cutiei, deoarece altfel hoțul va putea scoate produsul și va returna ambalajul gol la raft.
Aspectul bun al ambalajelor de vânzare cu amănuntul este determinat de rezistența cutiei în sine, de calitatea cartonului folosit și de tipul de imprimare. Nu este indicat să economisiți folosind material de calitate inferioară, care își va pierde rapid prezentarea.
Odată ce considerentele de marketing au fost luate în considerare, deciziile ulterioare cu privire la alegerea materialelor și a designului cutiei ar trebui luate pe baza scopului ambalajului și a cerințelor de cost; analiza aspectelor individuale ar trebui efectuată în etape.
Deoarece diferite fabrici produc diferite tipuri de carton, este logic ca inginerul de ambalare să determine mai întâi cerințele de marketing și tehnice pentru cutia care este dezvoltată și apoi să selecteze tipul de placă care le îndeplinește cel mai bine.

Orez. 6.7. Sub influența condițiilor meteorologice și a condițiilor de depozitare, rezistența cartonului poate fi redusă la jumătate
În continuare, trebuie să aflați dacă acest material va fi disponibil în cantitatea necesară și într-o anumită perioadă de timp. De exemplu, tipurile grele de deșeuri de carton cu o grosime mai mare de 30 de puncte (0,8 mm), precum și tipurile deosebit de grele de carton cu sulfat solid albit, sunt treptat eliminate. (SBS) utilizată în prezent doar pentru producția de cutii de lapte. Alte materiale, cum ar fi carton cu 10 puncte (0,25 mm) și carton cu profil ondulat E Și F(care este uneori folosit pentru a face cutii pliabile de mare capacitate) poate fi foarte dificil de obținut în unele zone. Un alt factor sunt condițiile meteorologice. De exemplu, rigiditatea cartonului și rezistența cutiei sunt afectate de umiditate (Fig. 6.7).
Dacă se selectează carton reciclat, tehnologul de ambalare ar trebui să ia în considerare și costurile de tipărire a deșeurilor de carton și de a face cutii din acesta și, de asemenea, să ia în considerare posibilitatea ca productivitatea echipamentului de ambalare să fie mai mică pe măsură ce calitatea scade la viteze mai mari. În plus, PAL-ul poate să nu fie suficient de rezistent pentru a produce unele modele complexe, cum ar fi clemele de capăt și clemele de tragere. Ca rezultat, este posibil să descoperiți că un grad mai gros de carton reciclat poate fi necesar pentru a oferi performanța necesară de ambalare, dar acest lucru vă va cere să transportați încărcături mai grele și să utilizați cutii de transport mai mari.
În cazurile în care se preconizează ca operațiunile de ambalare să fie efectuate manual sau pe echipamente semiautomate în viitorul apropiat, este recomandabil să se evalueze perspectivele pe termen lung și să se determine dacă se va face o tranziție la echipamente automate în viitor. De exemplu, o cutie cu un zăvor de blocare în partea de jos este ideală pentru încărcarea manuală și nu poate fi închisă folosind echipamente automate. Ar trebui dezvoltate carduri operaționale, părțile echipamentelor de ambalare și ambalare ar trebui proiectate astfel încât, atunci când se trece la tehnologii mai complexe, să nu fie nevoie să se înlocuiască matrițele de tăiere și formele de imprimare, și în special toate echipamentele de ambalare utilizate.
Costul este întotdeauna un aspect important și este în mare măsură determinat de alegerea designului și tipului de material utilizat. În general, orice îmbunătățire a performanței cartonului sau îmbunătățire aspect suprafața sa duce la costuri crescute. Aici un tehnolog de ambalare poate oferi asistență importantă departamentului de marketing atunci când se iau decizii cu privire la ambalarea produsului. Nu există reguli imuabile aici, iar alegerea finală se face pe bază de compromis. Folosind datele din tabel. 6.3, se poate lua o decizie cu privire la utilizarea cartonului cu straturi interioare realizate din materiale reciclate sau constând în întregime din fibre virgine.
Tabelul 63. Comparația caracteristicilor cartonului din material virgin și cartonului cu straturile interioare ale altui material (reciclat)
| Caracteristici | Placă solidă cu sulfat albit | Carton cu straturi interioare de fibre reciclate |
| Deformarea peretelui (umflare) | La deschiderea cutiei, pereții sunt deformați din cauza rigidității mai mici pe direcția longitudinală | Rigiditate longitudinală mai mare |
| Rilevka | Liniile de punctaj sunt ținute în siguranță | Liniile de punctare își pierd forma în timp |
| Târî | Rate scăzute de fluaj; Mai puțină oboseală atunci când este comprimat | Rată mare de fluaj; oboseală mai mare la comprimare |
| Lipirea | Necesită adeziv sintetic scump | Este acceptabil să folosiți adeziv dextrină ieftin |
| Uniformitatea procesării | Prelucrare mai uniformă | Se procesează mai puțin uniform |
După ce au fost luate în considerare toate aceste aspecte, se ia în considerare un factor important precum eficiența economică. Deși sustenabilitatea a primit multă atenție în ultima vreme, majoritatea experților în ambalaje sunt de acord că alegerea se face întotdeauna în favoarea celei mai funcționale și mai rentabile opțiuni.
Designerul de ambalaje trebuie să colaboreze cu designerul companiei de producție care furnizează cutiile. Recent, a existat dorința de a determina caracteristicile tehnice de comun acord între furnizor și client; Planul de dezvoltare a cutiei este, de asemenea, acceptat de ambele părți. Furnizorii de materiale și producătorii de ambalaje știu că acest lucru necesită mult timp, dar efortul merită din plin.
Principalele puncte care trebuie indicate în caracteristicile tehnice ale cutiilor de carton pliabile sunt:
- dimensiuni;
- materialele folosite;
- schema de punctaj.
Dimensiunile sunt întotdeauna date în următoarea ordine: lungime, lățime, adâncime; se măsoară de la mijlocul unei linii de punctaj până la mijlocul celeilalte. Lungimea este măsurată de-a lungul îmbinării balamalei a capacului, lățimea este măsurată de la îmbinarea balamalei la clapeta de pliere, iar adâncimea este măsurată paralel cu clapeta adezivă. În cazul unei structuri complexe, este logic să furnizați o diagramă detaliată.
Este necesar să se indice cu precizie grosimea cartonului, densitatea, acoperirea și luciul acestuia. Sunt date caracteristicile atât ale suprafeței frontale, cât și ale spatelui, de exemplu: carton alb cu acoperire automată, carton gri, carton cutie rezistent la îndoire etc. Trebuie indicat și tipul de imprimare. Toate culorile și nuanțele trebuie desemnate folosind sisteme de codificare standard sau prezentate ca mostre; în plus, sunt indicate abaterile admisibile de la standardele stabilite. Dacă este necesar să folosiți vopsele lucioase sau să lacuiți întreaga suprafață a cutiei sau secțiunile sale individuale, acest lucru ar trebui să fie indicat în specificațiile tehnice. Este necesar să se precizeze în detaliu ce metode de prelevare vor fi adoptate, precum și nivelul de calitate cerut în timpul inspecției de recepție.
Atunci când dezvoltați un pachet specific, în primul rând, trebuie să stabiliți dimensiunile interne ale recipientului, determinate de dimensiunea produsului ambalat. Lungimea fiecărei dimensiuni este crescută ușor - de obicei cu 1/32 până la 1/16 inch (0,8 până la 1,6 mm) - pentru a oferi spațiu liber între aceasta și cutie. Apoi se selectează grosimea cartonului; cel mai des folosit material este grosimea de 18 și 20 de puncte (0,457 și 0,51 mm). Pentru a vă asigura că dimensiunile selectate sunt corecte, este recomandabil să faceți o probă de ambalare în această etapă.
Majoritatea fabricilor mari de producție de carton și chiar unele fabrici de ambalare au un birou de proiectare; Loc de munca
efectuate pe calculator. Folosind un sistem de proiectare asistată de calculator și o tabletă grafică, se realizează o diagramă a punctelor critice ale desenului casetei, care sunt apoi introduse în baza de date. Computerul conectează apoi aceste puncte cu linii. Un plotter este conectat la computer, care transferă desenul rezultat pe o foaie de carton sau plastic vinil. Dacă imaginea este aplicată pe carton, atunci folosind același plotter, marcarea și tăierea piesei de prelucrat pot fi efectuate cu respectarea strictă a condițiilor tehnice. Proba este apoi evaluată atât de fabrica de ambalare, cât și de furnizorul de cutii și primește aprobarea acestora.
Dacă plotterul trasează imaginea pe vinil, atunci aspectul poate fi imprimat pe folie transparentă de poliester, care este apoi folosită ca foaie de montare pentru a asigura plasarea corectă a imaginilor în raport cu părțile cutiei.
În fabricile de ambalare mici, este de preferat să se facă mostre manual. Fibrele de carton sunt aproape întotdeauna orizontale, adică se desfășoară în jurul părților laterale ale cutiei, perpendicular pe liniile principale de marcare; Această direcție a fibrelor ajută la evitarea deformarii (bombonării) de-a lungul marginii superioare și ajută laturile principale să rămână plate (Fig. 6.8).
Pentru a face o cutie de mostre, dezvoltarea este tăiată de-a lungul conturului cu foarfece sau cuțit, iar liniile de marcare sunt aplicate prin așezarea goală cu fața în jos pe o bucată lungă de riglă de scor, care poate fi furnizată de furnizorul cutiei. Această riglă din oțel este montată pe un suport de lemn cu marginea rotunjită în sus. Piesa de prelucrat este apăsată pe rigla de marcare de sus folosind un bloc cu o suprafață bifurcată, care este desenat de-a lungul cartonului de-a lungul liniilor desenate cu un creion. Blocul este realizat din lemn de esență tare; pe suprafața sa de capăt este făcută o canelură de 1/16 inch lățime și 1/32 inch adâncime (1,6 x 0,8 mm). În acest fel, se formează o rolă de-a lungul liniilor de marcare, rupând rigiditatea cartonului în această zonă, făcând posibilă realizarea de pliuri îngrijite (vezi Fig. 6.9).

Orez. 6.8. Fibrele de carton circulă cel mai adesea în direcția în jurul cutiei, perpendicular pe liniile principale de marcare. Datorită acestui fapt, materialul are o rigiditate mai mare în intervalul de la o linie de punctaj la alta. Marginile pliate asigură rigiditate în direcția opusă
Orez. 6.9. Cartonul este îndoit în direcția de la linia de punctaj. Rola formată folosind canelura presei de tăiat și de tăiat cu matriță rupe legătura dintre straturile de hârtie. Când foaia este pliată, cartonul de la linia de pliere se delaminează și iese în afară sub formă de mărgele, reducând astfel stresul asupra stratului exterior de carton. Dacă acest lucru nu s-ar întâmpla, suprafața exterioară s-ar rupe

Orez. 6.10. Dimensiuni de bază (în inci) bazate pe dezvoltarea unei cutii pliabile tipice. Nu există standarde generale, iar numărul de soiuri produse este destul de mare
În plus, dacă vorbim despre o cutie lipită, atunci indiferent de modul în care a fost făcută proba, piesa de prelucrat este pliată, se aplică lipici și apoi cutia este așezată plat sub sarcină și ținută până când lipiciul se usucă. Cu condiția ca tăierea și tăierea să fie efectuate corect, părțile laterale trebuie să fie exact în unghi drept unele față de altele, iar clapele care formează pereții de capăt și îi fixează sunt introduse în fante sau poziționate în poziția dorită fără frecare inutilă. În cazuri rare, este posibil să fie necesar să fie tăiate marginile sau aplicate noi linii de marcare pentru a asigura o potrivire mai corectă. Acest eșantion poate fi apoi utilizat pentru a verifica dacă dimensiunile alese inițial ale cutiei sunt adecvate, adică dacă conținutul este poziționat așa cum este prevăzut. Dimensiunile cele mai comune pot fi găsite în Fig. 6,10; Terminologia exactă pentru descrierea părților unei cutii de carton este dată în Fig. 6.11.
Dacă tipul de cutii testat este destinat a fi prelucrat pe echipamente automate, atunci este necesar ca furnizorul de cutii să producă o matriță de tăiere. Trebuie realizate minim 500 de mostre, care sunt lipite împreună cu o mașină de lipit industrial; sunt testate pe echipamente de producție de cutii. Eșantioanele nu trebuie să fie tipărite, dar trebuie să fie făcute din materialul corespunzător.

Orez. 6.11. Pentru a asigura înțelegerea reciprocă cu companiile furnizori, părțile cutiilor de carton pliabile ar trebui să fie denumite corect
În zilele noastre, un număr tot mai mare de aplicații software diferite sunt disponibile, iar imaginile casetei sunt din ce în ce mai mult pregătite pe computer. Atunci când se utilizează un sistem de proiectare asistată de computer, dezvoltarea designului cutiei poate fi realizată împreună cu lucrul la imaginea tipărită și astfel întregul pachet este imediat dezvoltat în conformitate cu specificațiile exacte. Cu toate acestea, imprimările de computer nu trebuie folosite ca referință pentru selectarea culorilor la imprimare. Sistemul de verificare utilizat pentru validarea eșantionului de imprimare și a cernelii utilizate ar trebui să fie cât mai aproape posibil de tehnologia procesului de imprimare selectat, deoarece metodele de imprimare variază foarte mult.
În întreprinderile mici și tipografiile în care ambalajul este realizat manual, se pregătește o foaie de test tipărită. Această foaie ștampilată vă permite să verificați dacă ștampila este poziționată corect pe fiecare parte a cutiei de carton.
Cutiile de carton trebuie ambalate în lăzi de transport puternice, cu aproximativ 15% spațiu liber, pentru a evita deteriorarea pliurilor crestate. Dacă cutiile sunt împachetate prea strâns, părțile opuse vor fi presate una pe cealaltă, când este de preferat ca acestea să se curbeze ușor spre exterior, deoarece acest lucru facilitează deschiderea cutiei înainte de ambalare. Este de preferat să împachetați cutii mici pe tăvi, dar în cutii mari conținutul poate fi pur și simplu separat cu foi de carton. Toate cutiile din stiva trebuie să fie stivuite în aceeași direcție, ceea ce este deosebit de important dacă asamblarea va fi efectuată cu echipamente automate. Cutiile de transport pentru aceste scopuri sunt de obicei realizate din carton ondulat; trebuie să fie suficient de puternice pentru a rezista la înălțimi de stivuire de 5 până la 6 picioare (1,5 până la 1,8 m) fără deformare. Nu este indicat să păstrați cutiile lipite și asamblate mai mult de 6 luni, deoarece cartonul se poate deforma sau întări.
Această cutie de genți este foarte potrivită pentru mici cadouri și suveniruri, de exemplu, cosmetice sau săpun făcut manual. De asemenea, asta o opțiune bună pentru a fi folosit ca bomboană la o nuntă. Dimensiune finită inclusiv mânere 120*80*40 mm.
Pentru această casetă am pregătit mai multe fișiere cu șabloane, pe care le puteți descărca de pe forumul de pe site-ul nostru (link la sfârșitul articolului). Odată ce ați descărcat și dezarhivat fișierele, veți găsi în folder 4 fișiere care vă vor ajuta să faceți aceste cutii drăguțe.
Fișier numit Pachetul-bw.jpg poate fi folosit de proprietarii unei imprimante alb-negru. Acest fișier conține o diagramă a cutiei, pe care o puteți imprima pe o coală A4 obișnuită, decupată și transferată hartie colorata, din care vrei să faci o cutie. Dacă este posibil, puteți imprima acest șablon direct pe o coală de hârtie colorată din partea greșită (dacă hârtia este format A4).
Pentru proprietarii unei imprimante color și Photoshop, am pregătit șabloane speciale cu care puteți imprima scanări color gata făcute din față și din spate și apoi să faceți cutii din ele. Acestea. Pentru a face acest lucru, aveți nevoie doar de hârtie groasă pentru imprimare pe o imprimantă. Recomand sa folositi hartie Lomond sau Fora cu o densitate de minim 180 g/m2. Folosesc hartie Lomond (mata pe o singura fata cu textura de in, 230g/m2). Fișierele sunt numite Package-layer-1.pdf, Package-layer-1.pdf, Package-layer-1.pdf, adică trei dezvoltări pentru cutiile pe care le vedeți în fotografii.
Vă voi spune mai detaliat cum să imprimați corect aceste scanări. Cei care au imprimante color sunt bine conștienți de problema reumplerii cartuşelor cu cerneală color. Iar pentru cei care nu au un CISS (sistem de alimentare continuă cu cerneală), aceasta devine o problemă întreagă. Prin urmare, trebuie să imprimați în așa fel încât să nu risipești cerneală.
Astfel, este necesar să imprimați scanarea pe o față și pe cealaltă, astfel încât acestea să coincidă. Este foarte dificil să obții o potrivire exactă, așa că am făcut ca partea din față să se desfășoare puțin mai lată decât cea din spate.
Așadar, voi descrie pas cu pas ce trebuie făcut și cum se face pentru cei care nu au lucrat niciodată în Photoshop.
1.
Deschideți oricare dintre cele trei fișiere, de exemplu Pachetul-straturi-1.pdf. Dacă nu aveți deschis panoul Straturi, apăsați F7. În panoul „Layers” vezi două straturi, în „background” există un model pentru partea din spate, pe „Layer 1” - pentru partea din față.
2. Mai întâi, imprimați partea din față a scanării inserând o coală de hârtie în imprimantă cu partea din față și selectând fila „Fișier-Vizualizare și Print-Print” din meniu. Asigurați-vă că notați ce margine ați introdus hârtia (marcați cu un creion pe margine).
3.
Făcând clic pe butonul „ochi”, marcat în imagine cu un cerc roșu, facem inactiv stratul cu partea din față, iar stratul cu partea din spate devine vizibil.


4. Acum tipărim partea greșită a dezvoltării. Dar mai întâi trebuie să întoarceți hârtia și să o introduceți în imprimantă cu aceeași margine. Și asigurați-vă că afișați imaginea pe orizontală. Pentru a face acest lucru, accesați meniul „Imagine-Rotire pânză-Afișare pânză pe orizontală”.

5. Tipărim reversul făcând clic în meniul „File-View and Print-Print”. Gata, scanarea noastră este gata. Rămâne doar să o tăiați, să îndoiți liniile punctate și să le îndoiți. Lipiți cutia și, dacă doriți, faceți găurile marcate pe șablon.